GT108标准工时软件之标准分科
一、 GT108标准工时软件的分科定义:
标准工时分科,是运用服装标准术语对整件服装制作流程中各项工作的一种细致描述,也即是实际生产的制作标准。
在标准工时软件分科中,每道工序都是几个或一系列的制作单位(操作动作)组合。服装企业精益生产改善中,标准工时分科已是实际生产必不可少的工具。
二、 GT108标准工时软件的分科表作用:
在我国服装行业中,大部份工艺都是人工制作,同一款服装制作方法有多种可变性,现将常出现的几种情况总结如下:
a) 如同一款式可以有几种不同的方法或运用不同的机器及辅工具来制作完成;
b) 相同的制作方法又有不同的工序组合;
c) 相同的方法及组合也有不同操作顺序变化;
d) 因布料特性的不同,一些人为的操作习惯不以及客户的要求不同;
e) 工艺分析员(工时IE)不同,随时都会出现一些制作方法或专来术语表达不统一;
因此为了确定工序分析、工序流程、标准时间、术语表达等各项标准,GT108标准工时软件专为服装行业制作了一套标准,有以下用途:
1、确定标准做法
2、确定标准时间
3、界定工序流程
4、实际工作分配
5、生产流程编排
6、生产成本预算
三、 GT108标准工时软件的分科表优点:
传统的工序分科表,工艺分析员(工时IE)看到衣服的哪个部位就写到那里!工序划分没有规律、混乱、描述不明确、术语不统一、车种、长度体现不出来、容易遗漏工序,车间的组长核对不知从何对起,因工序分得太大,员工学习起来较慢,流水线不方便调整,工序分配平衡率不高,导致效率很难提升。
在GT108标准工时软件,工序分析是根据正确的办衣及制单资料,以实际生产最为方便、省时及品质稳定为原则,工序分科语言表达简洁明确,让人一下就能明了该工序的操作过程,一个款分科工序几十个多至百个,可使各工序之操作方式都显示明确等,现将它的优点总结如下:
1、员工在短时间内可提高操作熟练度;
2、因同一工序反复操作,能提高效率;
3、个人所操作的工序比较单一,操作起来比较简单;
4、即使员工的水平有高低,但产品的品质也不会参差不齐;
5、每个工序都易于引进专用机、自动机;
四、 GT108标准工时软件分科应具备的条件:
1、完整的制单及与生产相关的其它各项资料(如更改通知单,客户评语等)
2、正确的办(样)衣
3、尺(用来量度一些长度,间线宽度等相关规格)
分科是根据正确的办衣及制单资料,以实际生产中最为简便、省时及品质稳定为原则,确定每款的具体制作标准,并用明确的语言将标准方法书写出来,作为车间生产的准则。
A. 详细了解制单内容
生产制单(简称制单)是由跟单人员编订的各款之重要生产资料,其主要需了解内容包括:
a) 车缝注意事项及客户查验办衣评语(包括需在大货中更正的各项内容),对工序分析极为重要,除一般车缝品质要求外,还会指明办衣上的一些制作错误,需在大货中更正;
b) 面料有没有撞色,跟板样是否相符;
c) 辅料如唛头的种类和位置,板样上的唛头是否代用,线型、线色,用于什么位置;
d) 了解出样注意事项中有关纸样调整的肉容,是否有与车缝方法相关,是否有加减裁片或纸样变更等;
B. 了解办(样)衣
工序分析必须以正确的开货办为标准(由跟单人员在办衣上打上开货办吊牌)。
办衣是进行工序分析的重要工具,工序分析中的制作标准,主要就是已经客户批覆的正确办衣及制单资料为依据,因服装部件多,在外观一至的条件下其制作方法仍有较多的可变性,这就是需要分析人员有较丰富的技术经验及了解以往的制作标准,办衣的面里包括其内部都必须细看并了解其裁片份数制作方式等,一些部位的操作光看外表是很难确定其原本的制作方法的。
开货办是经IE部工序改良,由技术部确认,板房制作并经客户查验认可后的标准办衣,如:无特别要求,在工序分析时一般不可以再另行更改影响外观的做法,但在实际中往往会遇到办衣中的某些部位或做法与制单资料不相应的情况,或是办衣某些工序方法不完善或不合理等情况。工艺分析员(工时IE)必须通知组长并与跟单或营业员联系,得到明确的答复方可确定做法。
五、 GT108标准工时软件划分工序的依据:
一件衣服由几十或上百个工序组成,划分工序应考虑线的颜色与线型是否相同,机器、压脚或辅助工具是否相同,不同则转换工序,有些工序由于标准时间太长,可以划分的情况下进行划分,传统的工序划分与GT108标准工时系统工序划分的区别:
例:四线上袖连夹身*2
四线上平袖(弯/XXCM)2条*1
四线夹身至袖底同时落洗水唛1个(直/XXCM)2条*1
从以上的例子我们可以看出,GT108标准工时系统工序划分更直观,现将划分工序的依据总结如下:
1、换线(线号不同,颜色不同等)
2、换机械(机器不同,压脚或辅助工具不同等),
3、适当工序量
4、正常工序转换
六、 GT108标准工时软件更改分科必须具备的条件
当实际操作与分科表不相符时,车间应运用工序反馈表进行反馈,通过反馈标准达成一至,但反馈的内容必须具备以下4个条件:
1、客户要求更改做工——凭客户通知单更改
2、机器设备原因——车间不具备分科表上所推荐的机械
3、车缝简便操作方法——生产大货时发现更好的方法
4、工序遗漏——分科时遗漏工序或在实际生产时需增加动作,点划修剪等
5、车间人手搭配问题——车位车缝技术程度不同
七、 GT108标准工时软件分科的顺序要求
工时IE拿到一件样衣进行分科之前,首先要观察整件样衣的工艺流程、工艺结构和工艺做法,了解后才开始对这件样衣进行标准分科,就是从哪里做起就从哪里开始分析,分科的顺序如下:
1、 从上到下
2、 从大到小
3、 从前片到后片
4、 先领后袖
5、 从面布到里布
6、 从主部件到附部件
7、 从零部件到组装
需综合考虑,把动作经济原则考虑进行,针对特殊情况特殊处理。
按以上这种规律,工时IE分析时不会遗漏工序,车间管理人员按这份分科表顺序生产整件服装,工艺顺序不会错乱,也方便核对工序是否有多余或遗漏,现场IE工序分配时明白也这件服装的先后顺序,流水不会倒流。
八、 GT108标准工时软件分科的分科描述规则
GT108标准工时系统本身就是服装行业标准化管理的一个有力工具,因而在工艺分析员(工时IE)对款式进行分析时,需要按统一标准对工序进行命名,规则如下:
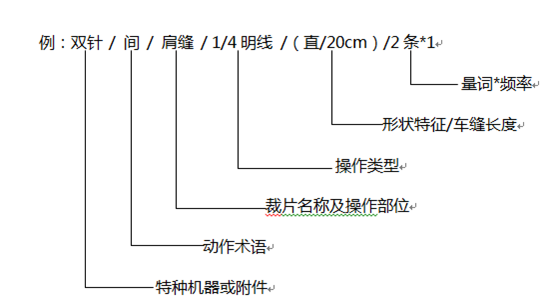
1、基本结构:特种机器或附件 + 动作术语 + 裁片名称及操作部位) + 操作类型+ (形状特征/车缝长度) + 量词*频率
例:双针 / 间 / 肩缝 / 1/4明线 /(直/20cm)/2条*1
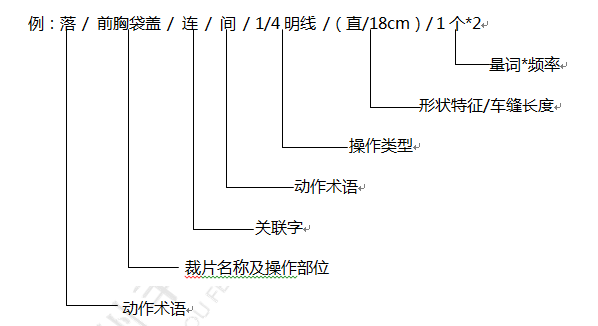
2、如后接辅助工序或组合工序:+ 关联字 + 动作术语 + 裁片名称及操作部位如与主要动作一致,则可省略) + 操作类型+ (形状特征/车缝长度) + 量词*频率
例:落 / 前胸袋盖 / 连 / 间 / 1/4明线 /(直/18cm)/ 1个*2
3、关联词:关联词是用『连』『及』和『同时』这三个关联字,连接同一工序中不同部位或不同方法的操作。
a) 连:用来连接同一工序中的不同操作方法。
如:落胸袋盖连 间1/4明线*2
b)及:用来连接同一工序中相同方法在不同部位的操作。
如:间肩缝及摆缝1/16明线(20CM/56CM)2条*1
c)同时:用来连接同一工序中一个操作同时发生两个动作。
如:剪袋口连间袋口1/16明线一周(方角/42CM)同时落袋贴(18CM)*2
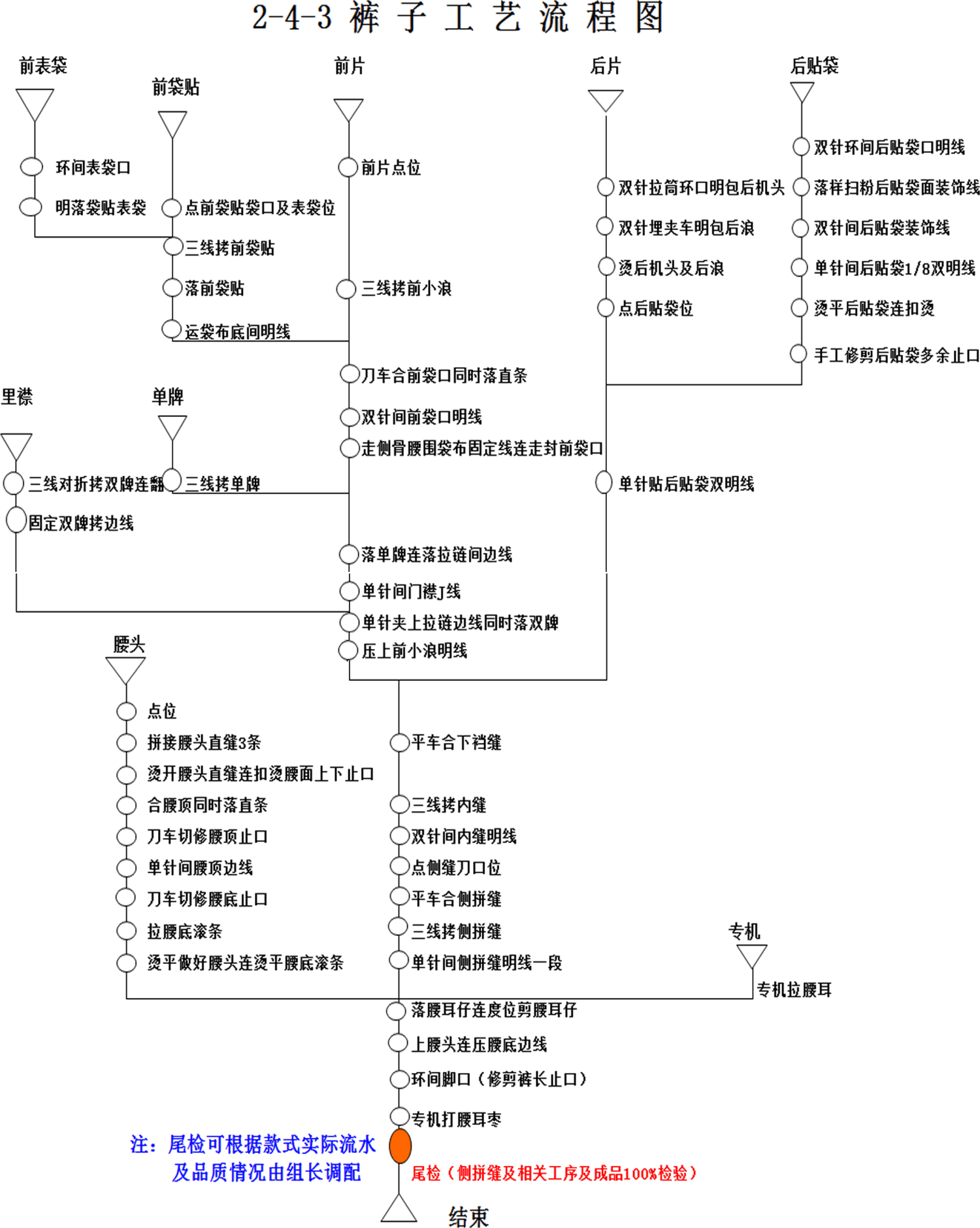
九、 GT108标准工时软件分科工艺流程图示例
十、 GT108标准工时软件的工序分类
通常车缝车间所发生的工序可分为三类:
第一类: GT108标准工序
在没有任何其它异常状态下标准工时部对一个特定款式进行工序分科所必需的工序。此类工序可全部在GT108标准工时软件的正常数据库里提取,该类别的GT108标准时间是计算生产效率的最基本的数据。
第二类:正常流程中必须做的工序:
由于异常情况的发生导致,而且工厂在正常流程中必须做的工序。该部分工序的GT108标准时间直接归纳进分科里,属于非正常工序的部分;可用来计算生产效率。标准工时部负责此类工序。
第三类:非正常流程中的工序:
由于异常情况的发生导致,但工厂正常流程中不包含的工序。该部分工序的GT108标准时间不归纳进标准工时分科里,不能用来计算生产效率。它只用于记录员工的个人表现及工作效率。
主要包含以下几个方面的内容:
1、 前段部门失误造成车间工序的更改;前段部门失误或其它原因引起的返工。
2、 车间做其它部门应做的工序。
3、 没有发生频率的工序(单个款式中某些成衣发生的工序)。
4、 未在规定反馈时间内(工厂流程规定)提出更改的标准工序或正常流程中必须做的工序。
5、 因员工技能低,为保证品质增加而工厂又同意付计件薪水的工序。
对于此部分工序的处理,标准工时部提供一个该工序标准动作的时间供车间,由车间自行解决员工由此引致的工资问题。
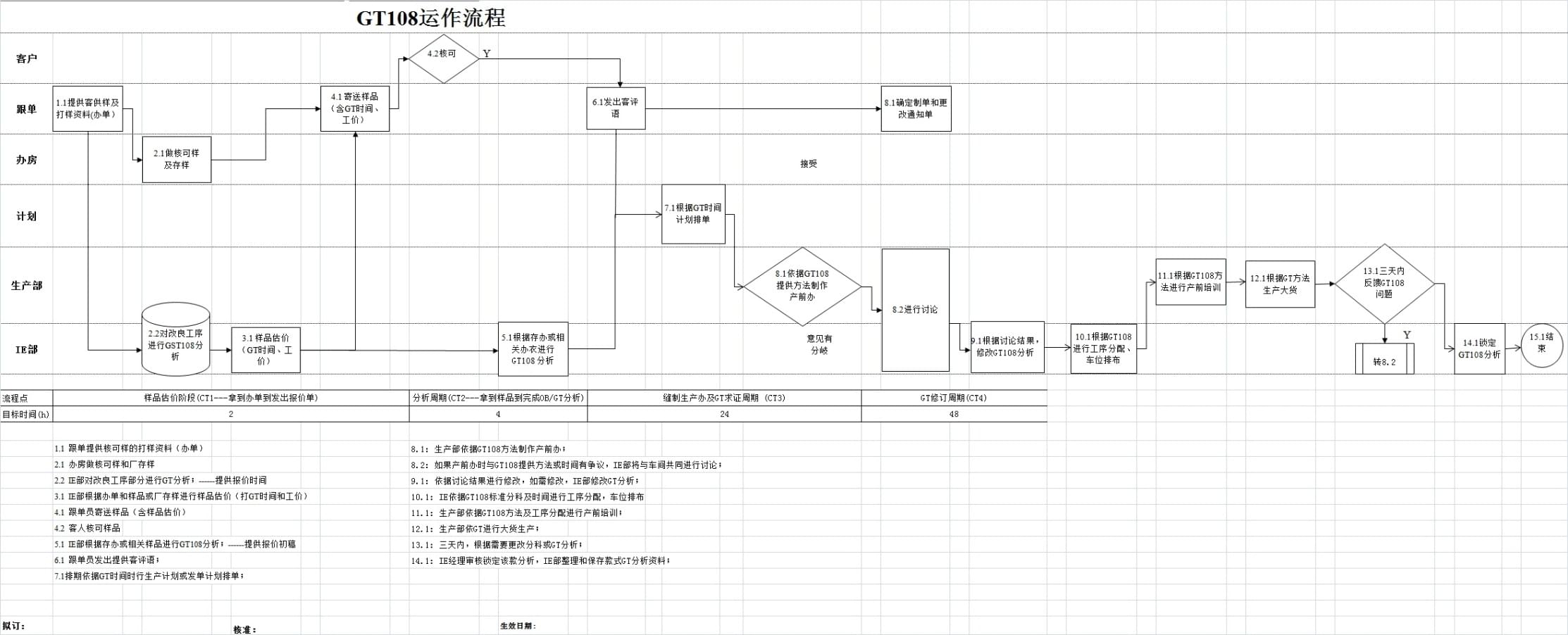
十一、 GT108标准工时软件的分科表运作流程